在低温化学反应、材料制备及生物样本处理等领域,液氮反应釜凭借其精准的低温控制能力与稳定的反应环境构建能力,成为工业生产与科研实验中的关键设备。它以液氮为制冷介质,通过特殊的结构设计与温控系统,实现对反应过程温度、压力等参数的精准调控,满足不同领域对低温反应条件的严苛需求。
一、液氮反应釜的核心构成与技术原理
(一)核心构成部件
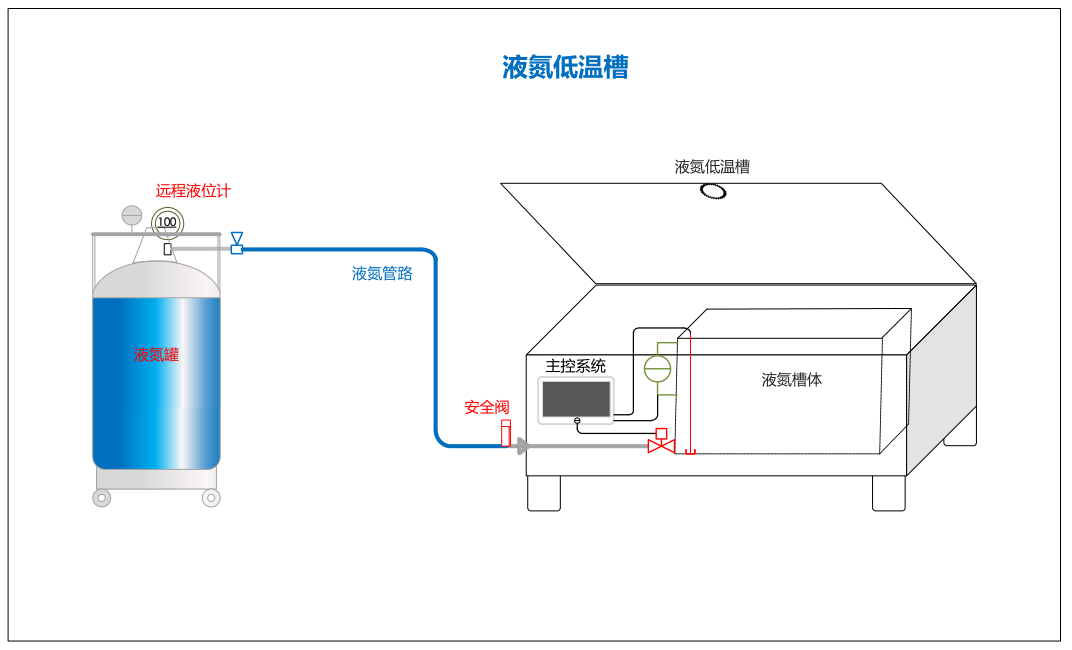
液氮反应釜主要由釜体、液氮输送系统、温控系统、压力控制系统及安全保护系统组成。釜体通常采用不锈钢材质,内壁经过抛光处理以减少热损失,部分特殊场景下会采用钛合金或哈氏合金等耐腐蚀材质;液氮输送系统包含液氮储罐、输送管道及流量调节阀,可根据反应需求精准控制液氮供应量;温控系统由温度传感器、控制器及加热 / 制冷模块构成,能实时监测釜内温度并通过反馈调节维持温度稳定,控温精度可达 ±0.5℃;压力控制系统通过安全阀、压力传感器及泄压阀,确保反应过程中釜内压力处于安全范围;安全保护系统则涵盖超温报警、超压泄压、液氮泄漏检测等功能,保障设备运行安全。
(二)低温实现与反应控制原理
液氮反应釜的低温环境主要通过液氮的相变制冷实现。液氮在标准大气压下的沸点为 - 196℃,当液氮通过输送管道进入釜体夹层或直接喷淋至釜壁时,会吸收釜内热量迅速汽化,从而降低釜内温度。温控系统通过温度传感器实时采集釜内温度数据,若温度高于设定值,控制器会增大液氮供应量或开启辅助制冷模块;若温度低于设定值,则减少液氮供应或启动加热模块(部分设备配备低温加热组件),通过动态调节实现温度稳定。
在反应控制方面,设备可通过搅拌装置(如磁力搅拌、机械搅拌)确保反应物均匀混合,同时配合流量控制系统精准添加反应物。对于需要惰性环境的反应,液氮反应釜还可通过氮气置换功能,将釜内空气排出,避免反应物与氧气、水分发生反应,进一步提升反应效率与产物纯度。
二、液氮反应釜的主要应用场景
(一)化工与新材料领域
在化工合成中,部分反应(如低温聚合反应、自由基反应)需要在低温环境下进行以抑制副反应发生,液氮反应釜可提供 - 50℃至 - 196℃的宽范围低温环境,满足不同反应需求。例如,在合成高性能弹性体时,利用液氮反应釜将反应温度控制在 - 80℃以下,可显著提高产物的分子量分布均匀性;在新材料制备领域,液氮反应釜可用于碳纳米管、石墨烯等纳米材料的低温功能化改性,通过精准控温确保改性过程的稳定性,提升材料的电学、力学性能。
(二)生物医药领域
生物医药领域中,液氮反应釜广泛应用于疫苗制备、药物合成及生物样本处理。在疫苗生产过程中,部分病毒株需在低温环境下进行培养与灭活,液氮反应釜可提供稳定的低温条件,保障疫苗的安全性与有效性;在药物合成方面,如抗肿瘤药物紫杉醇的半合成过程,需在 - 70℃左右的低温下进行酯化反应,液氮反应釜的精准控温能力可提高反应收率;此外,液氮反应釜还可用于生物样本的低温保存前处理,如细胞悬液的低温冷冻保护剂添加反应,确保样本在冷冻保存过程中细胞活性不受损。
(三)食品与低温加工领域
在食品工业中,液氮反应釜可用于低温萃取工艺,如从植物中提取天然色素、精油等活性成分。低温环境能有效避免活性成分因高温而分解,提升提取物的纯度与营养价值。例如,在提取茶多酚时,利用液氮反应釜将萃取温度控制在 - 40℃以下,可减少茶多酚的氧化损失,提取率较传统常温萃取提高 15% 以上;此外,液氮反应釜还可用于特殊食品的低温加工,如低温粉碎坚果、制备冷冻面团等,保持食品的口感与营养成分。
三、液氮反应釜的安全运维要点
(一)操作前的安全检查
在启动液氮反应釜前,需对设备进行全面检查:确认液氮储罐液位正常,输送管道无泄漏、堵塞;检查温控系统、压力控制系统及安全保护系统是否正常运行,温度传感器、压力传感器校准合格;检查釜体密封性能,确保无气体泄漏;操作人员需穿戴专用防护装备,如低温手套、护目镜、防液氮防护服,避免液氮接触皮肤造成冻伤。
(二)运行中的安全控制
设备运行过程中,需实时监控釜内温度、压力及液氮液位,避免超温、超压运行。若发现温度异常波动,应及时检查液氮供应系统与温控模块,排除故障;若出现压力过高,需立即开启泄压阀,并检查反应物是否存在异常反应;严禁在设备运行时拆卸釜体或打开密封盖,防止液氮泄漏引发安全事故。此外,需定期清理釜内残留物,避免杂质影响反应效果或腐蚀釜体。
(三)设备维护与故障处理
液氮反应釜的日常维护需重点关注以下方面:定期检查液氮输送管道的保温层,防止管道结霜或冻裂;每季度对温控系统、压力控制系统进行校准,确保参数准确;每年对釜体进行耐压测试与腐蚀检测,及时更换老化部件;若设备出现液氮泄漏,应立即停止运行,关闭液氮供应阀门,通风排出泄漏的液氮,待环境温度恢复正常后再进行故障排查与维修。
四、结语
液氮反应釜作为低温工艺领域的核心设备,其技术性能直接影响反应效率、产物质量与操作安全。随着化工、生物医药、新材料等领域对低温工艺需求的不断提升,液氮反应釜正朝着智能化、大型化、多功能化方向发展,如集成自动化控制系统实现远程监控与操作、开发大容量釜体满足工业化生产需求、新增在线取样与分析功能提升反应过程的可控性。未来,通过持续的技术创新与优化,液氮反应釜将在更多高端领域发挥重要作用,为产业升级与科研突破提供有力支撑。