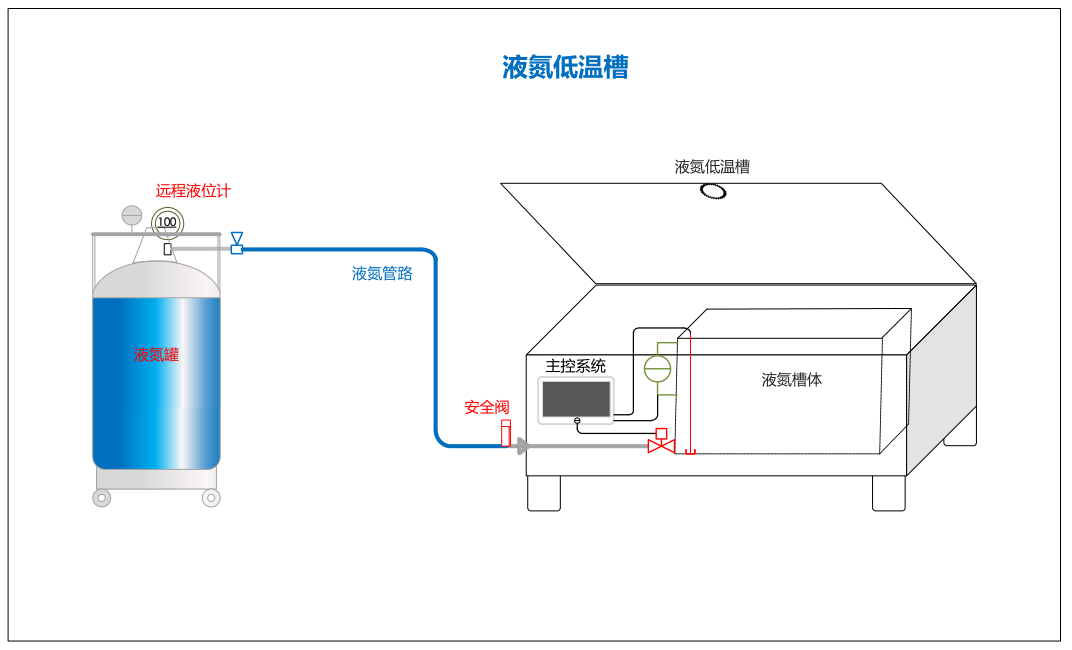
液氮管路作为低温介质输送的核心载体,需在 - 196℃超低温工况下实现 “无泄漏、低冷损、抗脆裂” 运行,其设计、选材、安装与运维直接决定系统安全性与经济性。本文结合 GB/T 34330《低温液体输送管道工程技术规范》及工业实践经验,从关键环节切入,提供可落地的技术方案。
一、核心前提:液氮管路的材料选型 —— 拒绝 “凑活”,只选 “适配”
液氮管路材料需同时满足低温韧性(防脆裂)、耐腐蚀性(防泄漏)、低冷损(防损耗) 三大要求,不同管路段(低温段 / 常温段、高压段 / 低压段)的选材差异显著,严禁混用不合格材料。
1. 低温输送段(接触液氮,温度≤-100℃):奥氏体不锈钢为唯一优选
- 首选牌号:316L(022Cr17Ni12Mo2)
适用场景:化工、半导体、海边等高腐蚀环境,或液氮纯度≥99.999% 的精密场景(如生物样本传输)。
核心优势:① 低温韧性优异,-196℃冲击功(AKv)≥45J,无脆性转变温度(DBTT);② 含 Mo 元素(2%),耐 Cl⁻点蚀能力比 304 高 3~5 倍;③ 焊接后晶间腐蚀风险低,适合长期循环使用。
管材标准:选用 GB/T 14976《流体输送用不锈钢无缝钢管》,壁厚需按设计压力计算(如 1MPa 压力下,DN25 管径选 δ=3mm,DN50 选 δ=4mm)。
适用场景:干燥、无腐蚀的普通工业场景(如食品加工、冶金),液氮纯度≥99.99%。
注意事项:① 严禁用于 Cl⁻浓度>10ppm 的环境(如海边、化工车间),易发生点蚀;② 焊接后需做固溶处理(1050~1100℃快冷),消除敏化组织。
- 绝对禁用材料:普通碳钢(Q235、20#)、铁素体不锈钢(430)—— 低温下冲击功<5J,100% 脆裂;双相不锈钢(2205)——DBTT≈-50℃,-196℃下易开裂。
2. 常温过渡段(气化后氮气,温度≥0℃):可放宽选材,但需匹配压力
- 低压段(压力≤0.6MPa):可选用 304 不锈钢或镀锌钢管(GB/T 3091《低压流体输送用焊接钢管》),但镀锌管需做内壁除锈处理,避免锈蚀污染氮气。
- 高压段(压力>0.6MPa):必须选用 316L 不锈钢,壁厚按 GB/T 14976 计算(如 2MPa 压力下,DN25 管径选 δ=4mm)。
3. 辅助材料:密封件与保温层 —— 细节决定成败
- 密封件:罐口、阀门、法兰密封需用耐低温氟橡胶(如 FKM,使用温度 - 20~200℃)或全氟醚橡胶(FFKM,使用温度 - 25~320℃),严禁用丁腈橡胶(NBR,-10℃以下硬化失效)。
- 保温层:采用双层真空保温(内层聚四氟乙烯,外层聚氨酯),或复合保温结构(内层超细玻璃棉 + 外层铝箔反射层),冷损需控制在≤5W/m(25℃环境下),避免管路外壁结霜(结霜会增加冷损 30% 以上)。
二、关键环节:液氮管路设计规范 —— 数据化避免 “经验主义”
设计是管路安全的基础,需重点控制 “管径、压力、冷缩补偿、坡度” 四大参数,避免因设计缺陷导致运行故障。
1. 管径计算:按 “气化量 + 流速” 双重控制
管径过小会导致流速过高(冲刷管壁),过大则增加冷损与成本,计算公式如下:
D=√(4Q×10⁶/(πv×3600))
- D:管径(mm);Q:最大液氮流量(m³/h,按气化后氮气量换算,1m³ 液氮≈600Nm³ 氮气);v:推荐流速(低温段 v≤1.5m/s,常温段 v≤2.5m/s)。
- 实例:某半导体车间需输送 20Nm³/h 氮气(对应液氮流量≈0.033m³/h),低温段管径计算:D=√(4×0.033×10⁶/(3.14×1.5×3600))≈50mm,故选用 DN50(外径 57mm)316L 钢管。
2. 压力控制:分级设置安全阈值
- 设计压力:按最大工作压力的 1.2~1.5 倍取值(如工作压力 1MPa,设计压力取 1.5MPa)。
- 安全附件:① 每 50m 管路设置 1 个安全阀(起跳压力 = 设计压力的 1.1 倍);② 低温段设置压力变送器(量程 0~2MPa,精度 ±0.5%),超压时自动切断液氮供应。
3. 冷缩补偿:解决 “低温收缩” 应力
液氮管路从常温(25℃)降至 - 196℃,每 100m 长度收缩量约 13mm(316L 线膨胀系数 1.7×10⁻⁵/℃),需通过补偿器吸收收缩量,否则会拉裂管路或法兰。
- 补偿器类型:优先选用波纹管补偿器(DN25~DN100 选轴向型,DN>100 选横向型),严禁用 “自然补偿”(如 L 型、Z 型弯管)—— 低温下弯管易因应力集中开裂。
- 安装间距:直线管路每 30~50m 设置 1 个补偿器,转弯处距弯管≥5m 安装,补偿量按 15mm/100m 预留(如 100m 管路选补偿量 20mm 的型号)。
4. 管路坡度:防止 “积液冻堵”
- 低温段:向液氮流动方向设置 0.3%~0.5% 坡度(如 100m 管路抬高 30~50mm),避免液氮在低点积聚(积聚后易因蒸发压力升高导致管路振动)。
- 常温段:向排水阀方向设置 0.2% 坡度,定期排放冷凝水(避免冬季冻堵管路)。
三、落地保障:液氮管路安装要点 —— 规范操作规避 “隐性风险”
安装质量直接影响管路寿命,需严格控制 “焊接、清洁、试压” 三大环节,杜绝 “野蛮施工”。
1. 焊接工艺:低温钢焊接有 “特殊要求”
- 焊接方法:采用钨极氩弧焊(TIG),背面通氩气保护(纯度≥99.99%),避免焊缝背面氧化(氧化会使低温韧性下降 50%)。
- 焊丝选择:316L 管路用 ER316L 焊丝(GB/T 14957),304 管路用 ER308L 焊丝,焊丝直径按壁厚选择(δ≤3mm 选 φ2.0mm,δ>3mm 选 φ2.4mm)。
- 探伤要求:所有焊缝 100% 射线探伤(RT),合格等级≥Ⅱ 级(GB/T 3323),重点检查 “未熔合、裂纹” 缺陷(低温下这些缺陷会快速扩展)。
2. 管路清洁:杜绝 “杂质污染”
- 安装前:用高压氮气(0.8MPa)吹扫管路内壁,去除灰尘、铁屑(杂质会划伤管壁,加速腐蚀);用丙酮擦拭法兰密封面,去除油污(油污低温下会硬化,导致密封失效)。
- 安装中:管路开口端需用塑料帽密封,避免杂物进入;禁止用手直接接触低温段内壁(皮脂会在低温下凝结,污染液氮)。
3. 试压与保冷:验收必做的 “安全检测”
- 气压试验:用氮气做耐压试验,压力升至设计压力的 1.15 倍,保压 30min,压降≤0.05MPa 为合格;然后降至设计压力,用肥皂水检查焊缝、法兰,无气泡为合格。
- 保冷施工:保温层接缝处用铝箔胶带密封(密封率≥95%),阀门、补偿器处做可拆卸保温(方便检修),保温完成后检测冷损(用红外测温仪测管路外壁温度,≤5℃为合格)。
四、长期稳定:液氮管路运维管理 —— 日常检查防 “小问题变大故障”
运维的核心是 “早发现、早处理”,需建立定期巡检与维护制度,重点关注 “泄漏、腐蚀、冷损” 三大风险点。
1. 日常巡检(每日 1 次):快速识别异常
- 泄漏检查:① 用肥皂水涂抹法兰、阀门、焊缝,观察是否冒泡(冒泡说明泄漏,需立即处理);② 用红外测温仪测管路外壁温度,若局部温度<0℃(正常应接近环境温度),说明保温层破损,需补做保温。
- 压力监测:记录管路压力变化,若压力波动>0.2MPa(正常应≤0.1MPa),可能是阀门内漏或补偿器失效,需停机检查。
- 液位关联:结合液氮罐液位变化,若液位下降速率突然加快(如从 5%/ 天升至 10%/ 天),可能是管路冷损过大或泄漏,需排查保温层与密封件。

2. 定期维护(每 3 个月 1 次):预防故障
- 密封件更换:更换法兰、阀门的密封圈(即使无泄漏,氟橡胶密封圈也需每 6 个月更换 1 次,避免老化失效)。
- 内壁腐蚀检查:用内窥镜检查管路内壁,若发现点蚀(深度≥壁厚的 10%)或锈蚀,需用高压氮气吹扫后,内壁喷涂防腐涂层(如聚四氟乙烯涂层);严重时需更换管路。
- 补偿器检查:检查波纹管补偿器的波纹片是否有裂纹、变形,若发现裂纹,需立即更换(补偿器失效会导致管路应力超标,引发开裂)。
3. 故障处理:紧急情况有 “标准流程”
- 泄漏故障:① 立即关闭上游液氮阀门,切断气源;② 打开通风设备(避免氮气窒息,氮气浓度>19.5% 为安全阈值);③ 穿戴低温防护装备(防寒手套、护目镜),用肥皂水定位泄漏点,若为法兰泄漏,紧固螺栓;若为焊缝泄漏,停机后补焊。
- 冻堵故障:① 关闭上游阀门,停止供液;② 用热氮气(50~80℃,压力 0.2MPa)吹扫冻堵段(从下游向上游吹扫,避免压力升高);③ 吹扫完成后,检查管路是否变形,无变形方可恢复供液。
- 脆裂故障:① 立即停机,撤离人员(防止碎片伤人);② 隔离故障管路,更换新管(新管需按安装规范重新焊接、试压);③ 分析脆裂原因(多为材料错用或焊接缺陷),避免再次发生。
五、结论:液氮管路的 “安全核心原则”
液氮管路的安全运行无 “捷径”,需坚守三大原则:
- 选材不妥协:低温段必须用 316L/304 奥氏体不锈钢,禁用普通碳钢与不合格密封件;
- 设计数据化:管径、补偿量、坡度按公式计算,不凭经验取值;
- 运维常态化:日常巡检抓细节(泄漏、温度、压力),定期维护不拖延(密封件、腐蚀、补偿器)。
无论是工业输送、医疗配套还是半导体精密场景,只有将技术规范落地到每一个环节,才能实现液氮管路 “长期无故障、低损耗” 运行,避免安全事故与经济损失。