液氮罐的 “真空嘴”(又称真空塞、抽真空接口)是维持其核心绝热性能的关键部件 —— 它是真空夹层抽真空时的唯一接口,正常使用中需保持密封状态,阻断空气进入真空夹层。一旦真空嘴掉落,会直接导致真空夹层 “破真空”,引发液氮蒸发率骤升、压力异常等连锁问题,若处理不当,还可能造成样本损坏或设备报废。本文将系统解析真空嘴的功能、掉落风险、应急处理流程及专业修复要求,为用户提供可落地的解决方案。
一、先明核心:真空嘴是什么?为什么不能掉?
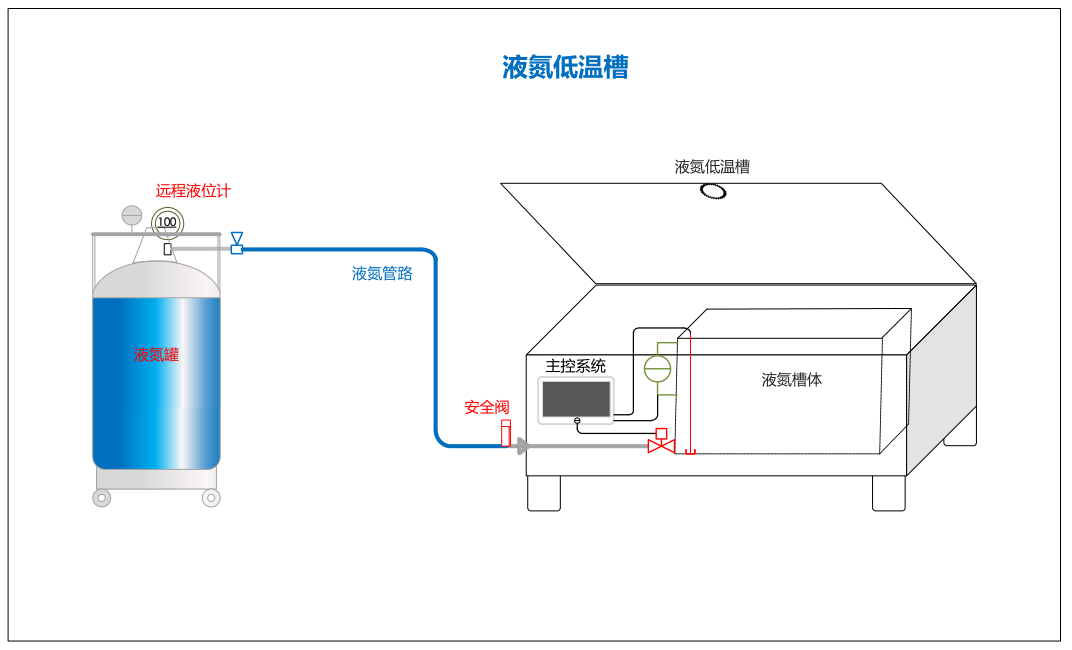
要理解真空嘴掉落的危害,需先明确其在液氮罐结构中的作用 —— 液氮罐的保冷能力依赖 “内胆 - 真空夹层 - 外壳” 的三层结构,而真空嘴是真空夹层 “维持高真空” 的 “守门人”:
1. 真空嘴的核心功能
真空嘴通常为黄铜或不锈钢材质,安装在液氮罐外壳侧面(多为中下部),内部通过密封垫与真空夹层连通,主要作用有两个:
- 抽真空通道:罐体出厂前,厂家通过真空嘴向夹层注入高真空(压力≤10⁻⁵ Pa),抽完后用密封帽或堵头封堵,确保夹层长期处于高真空状态;
- 真空度检测接口:部分高端液氮罐的真空嘴可连接真空计,定期检测夹层真空度(如每半年一次),判断绝热性能是否劣化。
简言之,真空嘴是真空夹层与外界的 “唯一通道”,正常状态下必须完全密封 —— 一旦掉落,这个 “通道” 会彻底打开,空气会大量涌入真空夹层,直接破坏绝热结构。
2. 真空嘴掉落的直接后果
真空夹层的高真空是阻断 “热量传导与对流” 的关键,空气涌入后,真空度会从 10⁻⁵ Pa 骤降至常压(约 10⁵ Pa),导致两大核心问题:
- 液氮蒸发率飙升 5~10 倍:正常状态下,10L 储存型液氮罐日蒸发率约 2%(日均损耗 0.2L);真空嘴掉落后,热量会通过夹层内的空气快速传导至内胆,日蒸发率会升至 10%~20%(日均损耗 1~2L),满罐液氮可能从原本能用 50 天,缩短至 5~10 天;
- 罐体外壳结霜、温度骤降:空气进入夹层后,内胆的 - 196℃低温会通过空气传导至外壳,导致外壳局部温度降至 0℃以下,空气中的水汽会在外壳凝结成厚霜(多集中在真空嘴周围),长期如此会加速外壳腐蚀,甚至导致外壳变形。
二、紧急风险:真空嘴掉落后必须警惕的 3 大隐患
真空嘴掉落不仅是 “液氮用得快” 的问题,还可能引发设备超压、样本损坏、人员冻伤等安全隐患,需立即处理:
1. 罐内压力异常升高,易触发安全阀起跳
液氮蒸发率飙升会产生大量氮气,若罐内压力超过安全阀设定值(通常 0.15~0.3MPa),安全阀会频繁起跳泄压 —— 短期内会导致液氮损耗加剧,长期则可能因安全阀频繁动作导致密封失效,增加超压爆炸风险;若安全阀被杂质堵塞(如结霜融化后的水分),还可能出现 “无法泄压” 的致命隐患。
2. 样本存储安全受威胁,易因液位骤降失效
若罐内存储细胞、菌株等样本,真空嘴掉落后液氮液位会快速下降:若未及时发现,可能导致样本暴露在气态氮气中(而非液态浸没),温度会从 - 196℃升至 - 150℃以下,超出样本安全存储范围(多数生物样本需维持 - 180℃以下),最终导致样本活性丧失、实验数据作废。
3. 外壳低温结霜,增加人员冻伤风险
真空嘴掉落导致外壳结霜的区域,温度可达 - 20℃~-50℃,操作人员若未注意,手部直接接触结霜部位,会瞬间发生冻伤(皮肤粘连、红肿起泡);同时,结霜融化后的水分可能滴落在地面,形成湿滑区域,增加人员滑倒风险。
三、应急处理:真空嘴掉落后的 4 步紧急操作(黄金 30 分钟)
真空嘴掉落后,需在 30 分钟内启动应急处理,核心目标是 “控制真空夹层进一步恶化、保护样本安全、避免人员伤害”,具体步骤如下:
1. 第一步:做好安全防护,禁止直接接触低温部件
操作人员必须佩戴耐低温专用手套(如丁腈橡胶手套,禁止用棉质手套)、护目镜,若外壳已结霜,需额外穿戴防砸安全鞋 —— 避免手部接触结霜外壳导致冻伤,同时防止滑倒。
2. 第二步:检查真空嘴是否完好,收集掉落部件
- 先在液氮罐周围地面寻找掉落的真空嘴(含密封帽、堵头、密封垫),若真空嘴未破损(无裂纹、变形),需用干燥抹布擦拭干净,放入密封袋保存(后续修复需复用或作为匹配依据);
- 若真空嘴已破损(如螺纹断裂、密封垫丢失),需记录真空嘴的规格(如外径、螺纹型号,可从罐体铭牌或厂家手册查询),为后续采购适配部件做准备。
3. 第三步:临时封堵真空嘴接口,减少空气涌入
这是应急处理的核心步骤 —— 需用临时密封件堵住真空嘴的接口孔,减缓空气进入真空夹层的速度,降低蒸发率:
- 若真空嘴的密封帽未丢失,可在接口处缠绕 2~3 圈聚四氟乙烯生料带(耐高温、耐低温,实验室常见耗材),再将密封帽拧紧,确保初步密封;
- 若密封帽丢失,可用干净的硅胶塞(尺寸与接口孔匹配)蘸取少量低温密封胶(如全氟醚密封胶),轻轻塞入接口孔,确保无明显缝隙(注意不要用力过猛,避免胶液进入真空夹层);
- 临时封堵后,观察 10 分钟,若外壳结霜速度明显减缓,说明封堵有效;若结霜仍快速扩散,需用多层保温棉包裹结霜区域,减少热量交换。
4. 第四步:转移样本 + 停止使用,避免风险扩大
- 样本转移:若罐内有重要样本,需立即准备备用液氮罐(确保备用罐真空度正常、液氮充足),用预冷的提筒快速转移样本 —— 转移过程中,每次开盖时间控制在 5 秒以内,避免样本暴露在常温环境;
- 停止使用:临时封堵后,即使蒸发率有所下降,也禁止继续长期使用该液氮罐(临时封堵无法恢复真空度,仅能短期延缓恶化),需在 24 小时内联系厂家修复,期间每日检查液氮液位,确保不会出现 “干罐”。
四、专业修复:真空嘴掉落不能 DIY,必须厂家处理
很多用户会想 “自己买个真空嘴装上,再抽真空行不行?”—— 答案是绝对不行,真空嘴的修复涉及真空夹层的专业处理,非专业操作会导致更严重的设备损坏:
1. 为什么不能自行修复?
- 真空度无法达标:实验室或个人无法提供 “10⁻⁵ Pa 级高真空” 设备(专业厂家需用分子泵 + 真空计组合,设备成本超 10 万元),自行抽真空最多只能达到 10⁻² Pa,远无法满足液氮罐绝热需求,修复后蒸发率仍会很高;
- 密封无法保障:真空嘴与外壳的连接需 “真空级密封”(需专用密封垫 + 精确扭矩拧紧),自行安装易出现密封缝隙,导致空气持续渗入,甚至可能让密封胶、生料带等杂质进入真空夹层,彻底破坏绝热材料;
- 风险不可控:自行拆解真空嘴周围结构,可能导致外壳变形、内胆移位,引发液氮泄漏等安全事故。
2. 厂家专业修复的核心流程
正规厂家修复真空嘴,通常遵循 “拆解 - 清理 - 检测 - 抽真空 - 密封” 五步流程,确保完全恢复设备性能:
- 拆解与清理:厂家会先拆除临时封堵件,用专用工具拆解真空嘴安装部位,清理接口孔内的杂质(如胶液、生料带),检查真空夹层是否有杂质进入(若有需用氮气吹扫清理);
- 真空度检测:用专业真空计检测真空夹层当前真空度,判断绝热材料是否受潮或损坏(若真空度已降至常压且夹层内有水汽,需更换部分绝热材料);
- 更换真空嘴:根据罐体型号,安装原厂适配的真空嘴(确保材质、螺纹与原部件一致),使用扭矩扳手按标准扭矩(通常 5~8N・m)拧紧,同时更换新的真空级密封垫;
- 高真空抽制:用分子泵对真空夹层进行抽真空,过程中实时监测真空度,直至达到 10⁻⁵ Pa 以下,抽完后用专用封堵帽密封真空嘴;
- 性能测试:修复后,厂家会进行 24 小时蒸发率测试(确保日蒸发率恢复至正常范围)、压力测试(确保安全阀正常起跳),测试合格后才会返还用户。
五、日常预防:3 招避免真空嘴掉落
真空嘴掉落多由 “维护不当、碰撞、老化” 导致,日常使用中做好以下 3 点,可大幅降低风险:
1. 定期检查真空嘴状态
每月检查一次真空嘴:
- 观察真空嘴是否有松动(用手轻拧密封帽,若能轻松转动,需按标准扭矩拧紧);
- 检查密封帽是否老化(如橡胶密封圈变硬、开裂),若有则立即更换原厂密封帽;
- 避免在真空嘴附近放置尖锐物品,防止碰撞导致真空嘴变形。
2. 搬运与使用时做好防护
- 移动液氮罐时,用专用推车固定,避免罐体倾斜或碰撞(真空嘴多在侧面,碰撞时最易受损);
- 补注液氮、取放样本时,避免工具(如扳手、提筒)碰撞真空嘴,可在真空嘴周围贴 “防撞警示贴”。
3. 按年限更换易损件
真空嘴的密封垫、密封帽属于易损件,建议每 2 年更换一次(可从厂家采购原厂配件),即使外观无明显老化,也需定期更换 —— 密封件老化后,会逐渐失去密封能力,不仅可能导致真空嘴松动掉落,还会缓慢泄漏真空度,增加蒸发率。
总结:真空嘴掉落是 “紧急但可解” 的问题,关键在 “及时处理 + 专业修复”
液氮罐真空嘴掉落虽属于紧急故障,但只要按 “应急封堵→样本转移→厂家修复” 的流程处理,就能最大限度减少损失 —— 核心是不要恐慌,更不要自行修复。
日常使用中,通过定期检查真空嘴、做好防撞防护、更换易损件,可从源头避免此类问题。记住:液氮罐的真空系统是 “精密结构”,任何涉及真空的故障,都需依赖专业厂家处理,才能确保设备安全、样本安全、人员安全。