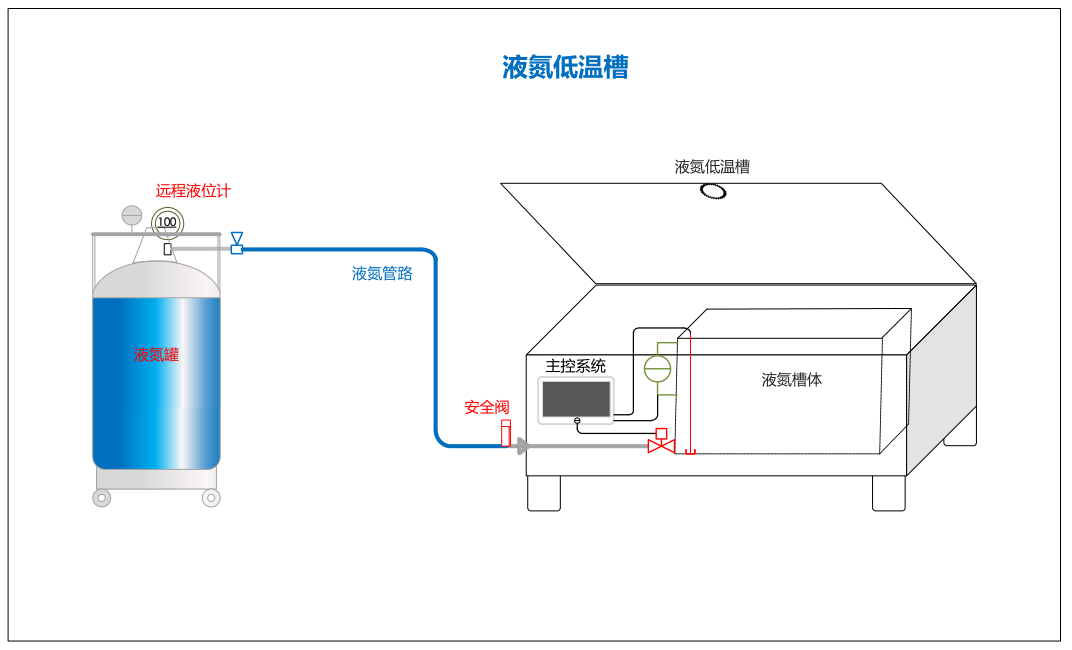
液氮罐作为超低温存储的核心设备,其真空层的完整性直接关系到液氮的保存效率和样本安全。当真空层破损时,能否修复以及如何处理成为用户关注的焦点。本文将从技术原理、修复可行性、操作要点及成本效益等方面展开分析,为读者提供科学的决策参考。
液氮罐采用内外胆双层结构,夹层抽真空并填充绝热材料(如珠光砂),通过真空绝热技术将热传导降低至极限。正常情况下,真空层真空度需维持在
10⁻⁴ Pa 以上,以确保液氮日蒸发率低于 0.5%。一旦真空层破损,将出现以下典型症状:
- 罐体结霜:外壁大面积结霜或
“冒汗”,表明真空失效导致热量侵入;
- 蒸发加速:液氮消耗异常增加,日损耗率超过
1%;
- 温度波动:罐内温度上升,可能导致生物样本活性下降或化学试剂变质。
轻微破损的修复
若真空层仅因密封不严或局部微小裂缝导致真空度下降,可通过专业设备重新抽真空修复。例如,某废弃液氮罐通过钻孔连接真空泵抽气
2 小时,真空度恢复至接近标准值,日损耗降至 240 克(接近国产罐标准 250 克 /
日)。但需注意,修复后需用乙炔火密封玻璃管,并定期监测真空度,可能需要多次维护。
严重破损的限制
若真空层因机械撞击导致夹层结构破坏、内胆变形或焊缝开裂,修复难度极大。此时真空层内的绝热材料可能已受潮或散落,即使重新抽真空也难以恢复原有性能。例如,某液氮罐因运输碰撞导致真空层完全失效,经检测内胆不锈钢发生晶间腐蚀,最终需整体更换罐体。
保修期内的选择
多数厂商对真空层提供长期质保。例如,海尔生物医疗对真空寿命保修
5 年,天驰液氮罐提供终身免费维修。用户应优先联系厂商,若属质量问题可免费修复或更换。
过保后的成本权衡
修复成本因罐体型号和损坏程度差异显著。小型罐体真空层修复费用约
1500-3000 元,大型储罐可达 5000-10000 元;若需更换真空层或内胆,成本可能接近新罐价格。以 80L 液氮罐为例,年均维护费用约
2000-5000 元,若修复成本超过罐体价值的 30%,建议直接更换新罐更经济。
故障诊断
使用麦氏真空计检测真空度,同时通过超声波探伤或氦气泄漏检测定位破损点。若真空度低于
10⁻³ Pa 且罐体无结构性损伤,可尝试修复。
修复实施
- 抽真空处理:排空液氮并待罐体升温至室温后,通过真空嘴连接真空泵(如
2X-4 型旋片泵)持续抽气,直至真空度达标。
- 密封处理:采用氩弧焊修补裂缝或更换真空嘴,焊接前需预热至
150℃防止低温脆裂。
- 性能测试:修复后进行压力测试(0.5-1.5
bar)和蒸发率测试(满载静置 72 小时,日损耗应<0.25%)。
自行修复的隐患
非专业人员擅自拆卸可能导致二次损伤。例如,错误焊接可能引发内胆变形,而不当抽真空可能导致绝热材料失效。
修复后的维护
即使修复成功,真空层寿命可能缩短。建议每季度检测真空度,每年进行全面维护,包括更换密封圈、清洁吸附剂等。
日常使用规范
- 避免碰撞或剧烈震动,移动时使用专用提手;
- 充装液氮时缓慢预冷,防止热应力损伤;
- 定期检查颈塞密封性,发现老化及时更换。
环境控制
存放环境应阴凉干燥(温度≤10℃,湿度<60%),避免阳光直射或靠近热源。高温环境会加速真空层老化,使真空度年衰减率增加
5%-10%。
建立维护档案
记录每次真空度检测结果、液氮补充量及维修记录,以便追踪设备状态。例如,某实验室通过定期维护将液氮罐年均故障率从
20% 降至 5%。
液氮罐真空层破损后是否修复需综合评估:保修期内优先联系厂商处理;过保且破损轻微时,可选择专业修复(成本约为新罐的
20%-50%);若罐体老化或破损严重,更换新罐更具性价比。无论采取何种方案,均需遵循 “安全第一、专业操作”
原则,避免因不当处理引发安全事故或样本损失。通过科学维护与预防性管理,可显著延长液氮罐使用寿命,保障超低温存储的可靠性。