1. 制冷源精准供给机制
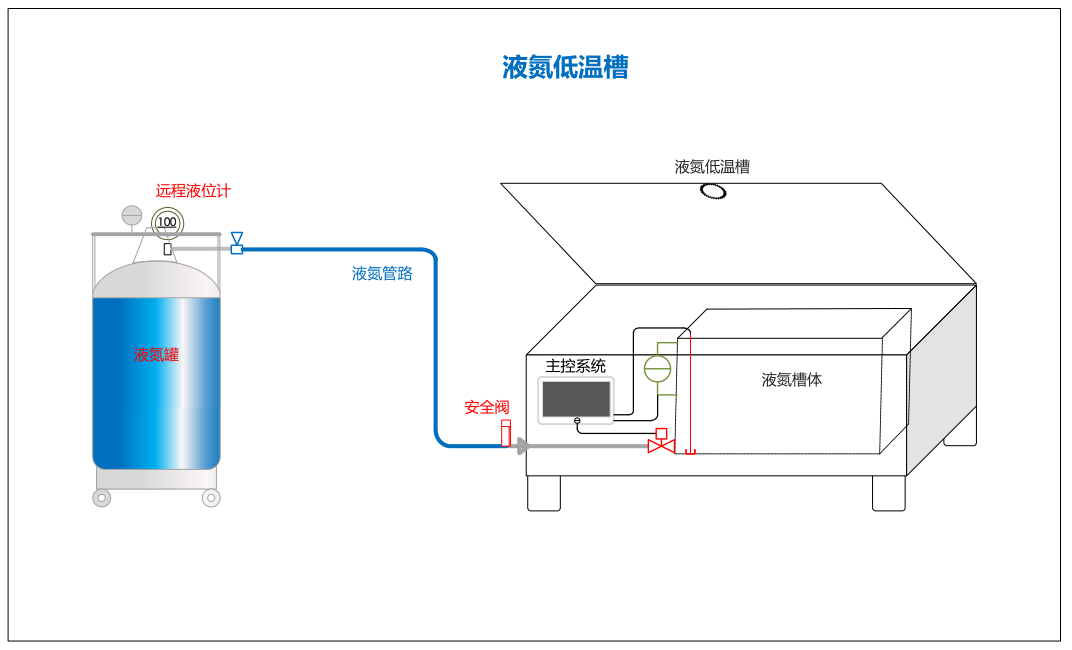
- 液氮分级汽化控制:采用 “双级汽化 + 比例调节” 模式,一级汽化器将液氮转化为气态氮气(-140℃~-160℃),二级汽化器通过电加热模块调节至目标温度(误差 ±1℃),避免液态氮直接喷入导致温度骤降。
- 压力闭环控制:在液氮储罐出口安装精密减压阀(精度 ±0.01MPa),配合质量流量控制器(MFC)实时监测气体流量,根据温度偏差动态调整喷射量(调节分辨率≤0.5L/min)。
2. 温度传感与布点策略
- 传感器选型:采用 Pt100 铂电阻(A 级精度,-200℃~0℃误差 ±0.15℃),在处理槽内布置三维测温网络:顶部、中部、底部各安装 2 支传感器,工件架附近加密布点(距工件≤50mm),避免 “测温盲区”。
- 动态校准机制:每批次处理前用标准恒温槽(-196℃~200℃)对传感器进行三点校准(如 - 196℃、-150℃、-100℃),校准数据实时导入 PLC 控制系统。
1. 自适应 PID + 模糊控制融合
- 分段控温策略:
- 降温阶段:采用模糊控制快速响应(比例系数 Kp=1.8~2.2,积分时间 Ti=15~20s),允许温度超调量≤3℃,缩短降温时间;
- 恒温阶段:切换为自适应 PID(Kp 根据实时误差自动调整 0.8~1.2,微分时间 Td=5~8s),将温度波动控制在 ±0.5℃内。
- 预控补偿算法:根据历史数据建立 “工件负载 - 温度滞后” 模型,提前 10~15 分钟调整制冷量,补偿大负载工件入槽时的温度波动。
2. 执行机构响应优化
- 电磁阀高频调制:采用脉宽调制(PWM)技术控制液氮喷射电磁阀(响应时间<10ms),以 50Hz 频率启停,避免传统开关控制的温度震荡。
- 加热补偿联动:当温度低于设定值时,电加热模块(功率密度≤2W/cm²)与液氮喷射系统联动,通过 “制冷 - 加热” 协同控制实现微温差调节。
1. 三维强制对流系统
- 多向搅拌风机:在处理槽两侧安装耐低温轴流风机(转速 0~3000rpm 可调),配合导流板形成 “水平 + 垂直” 复合流场,风速控制在 2~3m/s,确保槽内温度梯度≤1℃/100mm。
- 气流仿真验证:通过 CFD 模拟优化风机位置与导流角度,避免工件架后方形成涡流区(如采用 45° 倾斜导流板消除死区)。
2. 保温与防辐射设计
- 多层隔热结构:内胆采用 304 不锈钢(厚度≥3mm),中间层填充纳米气凝胶(导热系数<0.013W/m・K),外层为铝合金外壳,整体热损失≤50W/m²。
- 红外辐射屏蔽:在内胆表面喷涂低温辐射反射涂层(发射率<0.05),减少工件与槽壁间的辐射换热影响。
1. 工件装载与预处理
- 负载均布规则:工件间距≥50mm,离槽壁≥100mm,避免堆积导致局部热阻增大;大型工件需提前预冷至 - 50℃(置于过渡舱),减少入槽时的温度冲击。
- 工装热传导优化:工件架采用低导热系数材料(如 G10 玻璃纤维板,导热系数 0.25W/m・K),接触点设计为镂空结构,降低热桥效应。
2. 全流程温度曲线管理
- 梯度降温程序:设定阶梯式降温速率(如 - 5℃/min→-2℃/min→-1℃/min),避免材料因温差应力开裂;恒温阶段保持 ±0.5℃波动,保温时间误差≤±2min。
- 升温速率控制:处理结束后以 1~2℃/min 速率升温至室温,配合槽内氮气吹扫(纯度≥99.99%),防止工件表面结霜影响测温精度。
1. 环境与介质稳定性控制
- 液氮品质管理:使用纯度≥99.99% 的液氮,储罐压力维持在 0.3~0.5MPa(波动≤±0.02MPa),定期排放储罐底部冷凝水(每周 1 次),避免杂质影响汽化效率。
- 环境温湿度控制:处理槽所在车间温度保持 20±5℃,湿度<60%,配置恒温恒湿空调系统,减少外界热辐射干扰。
2. 实时监测与校准机制
- 多通道数据采集:通过 PLC 实时采集 16 路温度信号,绘制动态温场云图,当单点温度偏差超过 1.5℃时自动触发声光报警,并启动备用加热 / 制冷回路。
- 定期系统验证:每月用标准测温仪(不确定度 ±0.3℃)进行全槽温场扫描,修正传感器偏差;每季度对 MFC、压力表进行计量校准,确保控制精度。
| 异常现象 | 可能原因 | 预控措施 |
|---|
| 温度波动>±1℃ | 液氮压力不稳 / 传感器漂移 | 安装稳压阀 + 每批次校准传感器 |
| 局部温度不均>2℃ | 搅拌风机故障 / 导流板积霜 | 设置风机转速监测 + 定期清理导流板 |
| 降温速率滞后 | 汽化器结霜 / 电磁阀堵塞 | 电加热定时除霜 + 液氮过滤精度≤5μm |
总结:低温控温槽的精准控温需从 “硬件设计 - 算法优化 - 工艺管理” 三维度协同实现,核心在于通过多物理场耦合控制(热传导、流体力学、电控系统)消除温度偏差源。实际应用中,建议结合工件材质特性(如高速钢、铝合金)定制控温曲线,并通过长期数据积累优化预控模型,最终实现 ±0.5℃的控温精度与≤1℃的均匀性指标。