低温杜瓦瓶的定制周期受多维度因素影响,涵盖设计、材料、工艺、厂商能力及外部流程等环节。以下从技术与供应链角度拆解核心影响因素,并附具体案例说明:
- 典型场景:
- 基础功能(仅存储)→
周期短(30 天);
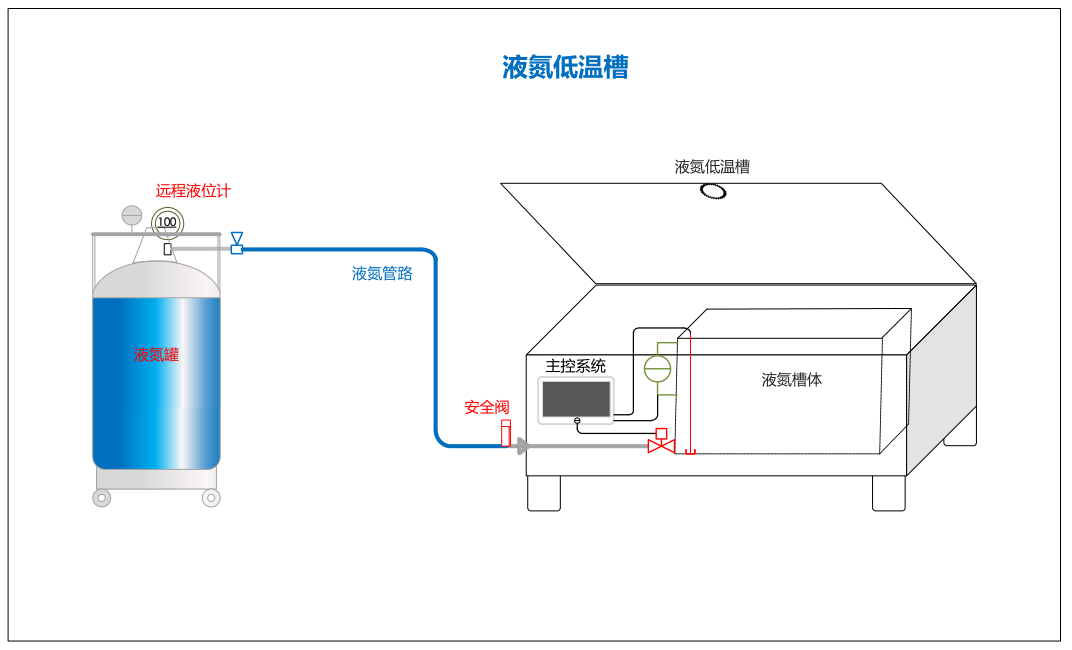
- 集成功能(如自增压系统
+ 远程液位监测)→ 周期延长至 60-90 天。
- 技术逻辑:
自增压系统需匹配蒸发器面积与压力阀参数,远程监测需嵌入磁致伸缩传感器并开发通信协议,设计验证需额外
20 天。
- 案例:
- 带光学窗口的杜瓦瓶(用于光谱检测):窗口需与液氮温度匹配(如
K9 玻璃膨胀系数≤3.2×10⁻⁶/℃),精密加工与气密性测试耗时 15 天。
- 异形杜瓦瓶(如
U 型管道式):需定制模具,模具开发周期占总周期 30%(约 15-20 天)。
- 氢气专用杜瓦瓶:需采用钛合金内胆(避免氢脆),并增加氚渗透检测(耗时
7 天),周期较常规不锈钢杜瓦延长 25%。
- 进口材料依赖:
- 多层绝热(MLI)用进口铝箔(如日本
JX 金属):采购周期 20-30 天,国产替代可缩短至 10 天但性能波动需验证(额外 5 天)。
- 低温胶(如
Dow Corning 737):货期 15 天,临时替换需重新测试粘结强度(7 天)。
- 薄壁材料加工:
0.5mm
厚 316L 不锈钢内胆:焊接需采用 TIG 脉冲焊,每道焊缝冷却时间 30 分钟,整体焊接周期较 1mm 板材延长 10 天。 - 复合材料处理:
碳纤维缠绕杜瓦瓶:缠绕层数≥20
层时,固化炉使用需排期,每炉固化时间 8 小时,总周期增加 7 天。
- 多层绝热(MLI)处理:
- 标准流程:清洗→缠绕
MLI(每层间隔 0.5mm)→烘烤排气(120℃×72 小时)→真空抽气(≤10⁻⁴Pa),总耗时 10-15 天。
- 液氦级杜瓦:需增加铜屏冷却(4.2K)与活性炭活化(350℃×16
小时),周期延长至 20 天。
- 氦质谱检漏:
100L
以上杜瓦瓶需分段检漏(每段耗时 4 小时),整体测试需 1-2 天;若发现漏点(如焊缝微裂纹),补焊后需重新测试(额外 5 天)。 - 静压测试:
超高压杜瓦瓶(≥3.5MPa)需进行耐压测试(设计压力
1.5 倍),保压时间≥48 小时,数据记录与分析耗时 3 天。
- 头部厂商案例:
北京某厂商月产能
50 台,当季度订单达 300 台时,定制排期需延后 45 天;而中小型厂商(月产能 10
台)可灵活插队,但需确认设备精度(如真空炉尺寸是否匹配)。
- 真空镀膜机:
若厂商仅
1 台大型镀膜机(处理直径≥1.2m),多项目并行时需排队,每台设备使用周期约 5 天,可能导致整体延期 10 天。 - 低温测试舱:
-196℃至
+ 80℃温变测试需占用舱体 24 小时,若多项目共享设备,排期间隔可能达 7 天。
- TSG
23-2021 认证:
需提交设计文件、焊接工艺评定(PQR),第三方审核约
15 天,若资料不全需补正(延长 7 天)。 - ASME
BPVC 认证:
需
ASME 授权检验师(AI)现场见证压力测试,外籍 AI 来华行程安排可能延长周期 20-30 天。
- 航空航天用杜瓦瓶:
需通过
NASA NSTS 3716 冲击测试(122m/s 撞击),测试准备与报告出具耗时 30 天。 - 医疗用杜瓦瓶:
需符合
ISO 13485 医疗认证,生物相容性测试(如细胞毒性试验)需委托第三方机构,周期 25 天。
- 进口部件清关:
德国莱宝真空泵(用于高真空系统)清关需
5-7 天,若遇查验(概率 5%)则延长 10 天。 - 超大件运输:
容积≥1000L
的杜瓦瓶需特种运输(超限证办理),审批流程耗时 7-10 天。
- 设计中途变更:
如客户在生产中途要求将磁翻板液位计改为雷达液位计,需重新绘制图纸、采购部件,导致周期延长
20 天。 - 质量异常返工:
真空度测试不合格(标准≤5Pa,实测
8Pa),需重新烘烤排气,额外消耗 15 天。
| 影响因素 | 占总周期比例 | 典型耗时 |
|---|
| 真空绝热工艺 | 25%-35% | 10-20
天 |
| 特殊材料采购 | 15%-25% | 7-30
天 |
| 厂商排期与设备占用 | 10%-20% | 5-15
天 |
| 认证与测试流程 | 10%-15% | 7-25
天 |
| 设计变更与返工 | 5%-10% | 3-20
天 |
- 材料国产化替代:如采用宁波韵升的钕铁硼磁钢替代进口,采购周期从
20 天缩短至 7 天。
- 并行工程管理:设计阶段同步启动长周期材料采购(如
MLI 铝箔),可压缩周期 15%。
- 模块化设计:选择厂商预研的功能模块(如集成式液位传感器),替代定制开发,节省
20 天。
低温杜瓦瓶定制周期的核心瓶颈在于真空工艺耗时、特殊材料供应链、厂商产能协调。用户需在需求阶段明确功能优先级,与厂商共同制定关键路径计划(如用甘特图标注材料到货、真空处理等里程碑),并预留
10%-20% 缓冲时间以应对供应链波动。若需极端缩短周期,可评估 “标准化平台 + 局部定制” 模式(如沿用成熟瓶体结构,仅修改接口),通常可将周期控制在
45 天内。