根据结构特点,将杜瓦瓶内表面筒生产分为两条生产线,组装时归纳为公共生产线。基本原则如下:
杜瓦瓶是如何制造出来的
内筒
封头(外定制)检测-封头接手组焊(手工氩弧焊工艺)-送至与筒体组对齐的位置(物料车)-定尺板(外加工或自加工)检测-卷圆(3轴卷板机,带小卷直线段)-送至纵缝焊接站(物料车)-纵缝自动焊接(TIG,MIG或等离子焊接工艺,根据筒体规格和厚度确定)-传输到与封头组焊接的工艺(材料车)-环缝自动焊接(锁紧打卷压接,MIG焊接)-从操作人员对面运输组焊接筒体节(辊道平台)-清洗打击检测-放置在翻车车上-包裹保温层(专用保温层绕组工装)-与外筒体组对安装(缠绕机吊装站垂直与外筒体组对)查特液氮罐
外筒
定尺板(外加工或自加工)检测-卷圆(3轴卷板机,带小卷直线段)-传输到纵缝焊接站(材料车)-纵缝自动焊接(TIG,MIG或等离子焊接工艺,根据筒体规格和厚度确定)-传输到与封头组焊的工艺(材料车)-环缝自动焊接(锁紧打卷压接,MIG焊接)-从操作人员对面运输组焊接筒体节(辊道平台)-内腔焊接筒冷却盘管(气割)-放置在翻车车上-与内筒体组对(缠绕机吊装站垂直与外筒体组对)
里外筒成品
组装好的工件组装外封头-环缝自动焊接(选用MIG焊接)-放置在翻车车上-将工件移动到水平输送带-管节封头外标准件和手柄焊接(手动氩弧焊)-检漏仪检查
包装进库
对于大型低温容器、物流线路和垂直环缝焊接基本共线生产、物流运输车辆、垂直环缝焊接、铜冷却线自动焊接、管接头抛光、检测等,确定整合生产的具体情况。一般按以下流程进行:
定制板材检测-移动到圆形工艺-真空吸盘起吊到圆形给料段-给料圆形-移除圆形桶体-纵缝焊接(选择等离子体或MIG焊接)-移除纵缝工艺(内筒包保温缠绕膜,外筒自动焊铜冷却盘管)-封头组对-环缝焊接-内外筒组焊接-封闭式抛光室进行表面抛光-检漏仪检测-包装入库。
安全防护
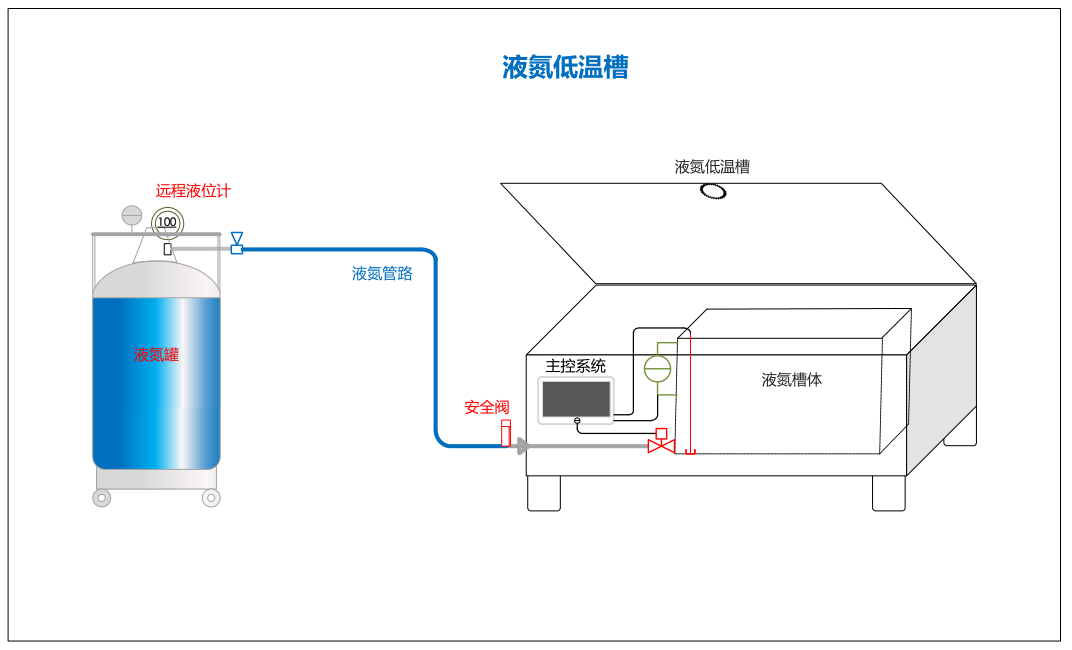
杜瓦瓶一般有四个闸阀,即液体应用阀、汽体应用阀、排气阀和增压阀。此外,还有液相气压表和液位计。杜瓦瓶不仅增加了安全阀,还设置了爆破片[6]。一旦瓶内气体压力超过安全阀的起跳压力,安全阀将立即起跳,自动排气和卸压。如果安全阀故障或气罐意外损坏真空层,瓶内压力急剧上升到一定水平,防爆片自动开裂,及时将瓶内压力迅速降至大气压力。杜瓦瓶储存医用液态氧,大大提高了储氧水平。
Copyright © 2017 (班德液氮罐) 北京德世科技有限公司 版权所有 京ICP备17012785号-4